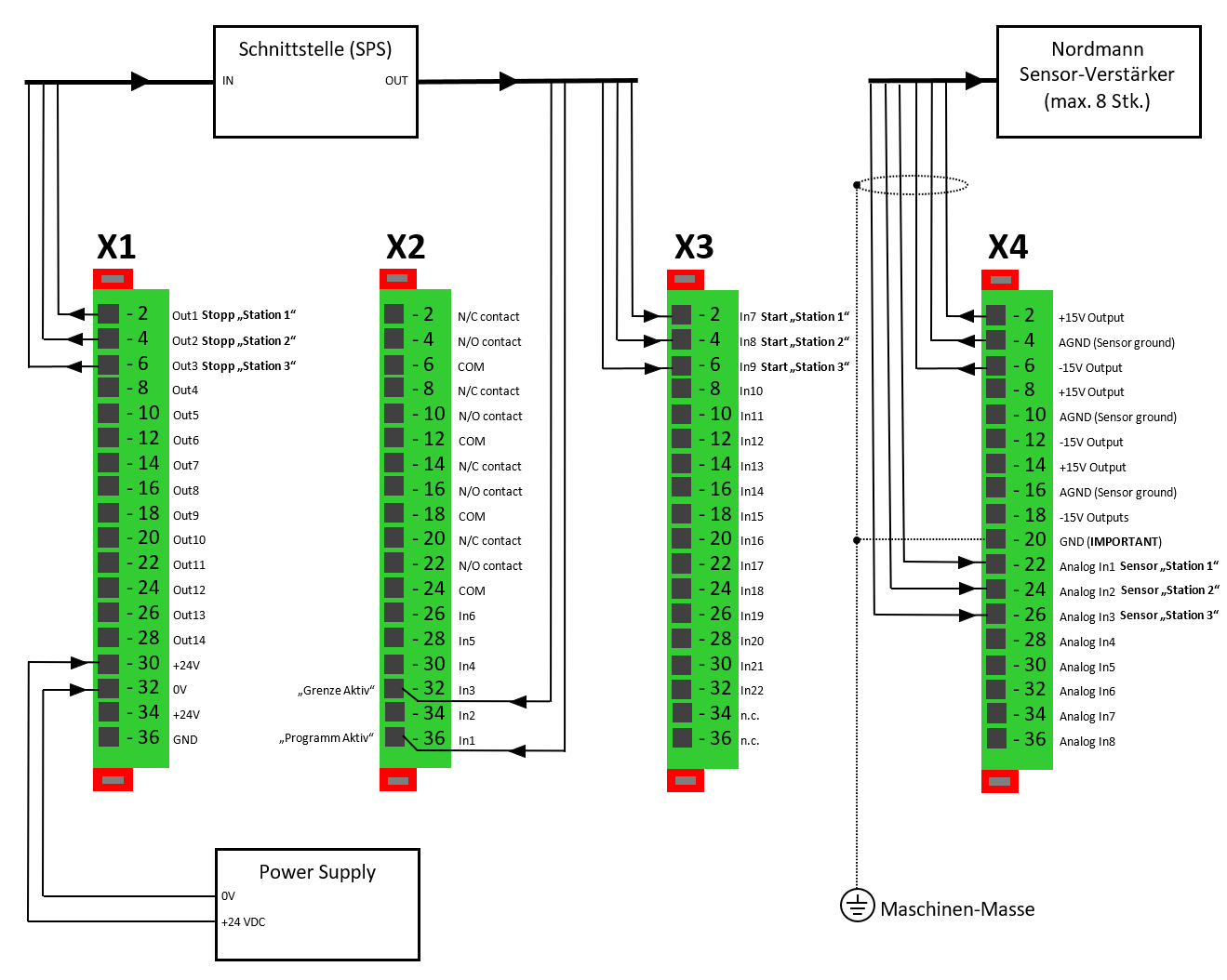
Erklärungen zu den verwendeten Ein- und Ausgängen im Verdrahtungsbeispiel:
Alle Eingänge „In1“ bis „In22“ sind „gleichwertig“ und können willkürlich für jegliche Eingangs-Funktionen konfiguriert werden! Aus Gründen der Kompatibilität zum älteren Tool Monitor „SEM-Modul“ wurden im Verdrahtungsbeispiel jedoch ganz bestimmte Klemmen verwendet. Dies betrifft speziell die Klemmen X2:36 („Programm Aktiv“) und X2:32 („Grenze Aktiv“), für die beim älteren Tool Monitor „SEM-Modul“ eine feste Zuordnung der Funktion zur Klemme besteht. Diese feste Zuordnung besteht beim Tool-Monitor SEM-Modul-e2 nicht, technisch kann jede Eingangs-Klemme mit jeder Eingangs-Funktion belegt werden.
X1:2 – X1:6 Zum Stoppen der Maschine werden häufig die Optokoppler (anstatt der Relais) verwendet, weil der Verdrahtungsaufwand etwas geringer ist, und - im Gegensatz zu den Relais - mehr als vier Ausgänge zur Verfügung stehen (falls der Anwendungsfall dies erfordert). Ansonsten können selbstverständlich auch die Relais (X2:2 – X2:24) verwendet werden, die den Vorteil haben, dass sie potentialfrei schalten. Somit lassen sich die Öffner-Kontakte eines Relais bspw. in eine bestehende „Öffner-Kette“ der Maschine für den Maschinen-Stopp „einschleifen“.
X1:30 Die Spannungsversorgung beträgt 24VDC, +-10%, max. 1A. Meist erfolgt die Spannungsversorgung über das maschineneigene 24V-Netzteil, z.B. dessen Stromkreis „Versorgung SPS-Ausgänge“.
X1:32 Der 0V-Anschluss stellt das Bezugs-Potential für den Tool-Monitor inkl. sämtlicher Ein- und Ausgänge dar.
Technischer Hinweis: Intern ist die Klemme „0V“ (X1/32) mit der Klemme X1/36 verbunden, sowie mit den Klemmen X4/20 und den Klemmen X4/4, X4/10, X4/16.
X2:32 Das Eingangssignal „Grenze Aktiv“ (kurz: „GA“ meldet dem Tool Monitor, dass für den folgenden Takt kein Werkstoff oder Werkstück, somit ein „Fehlteil“ vorhanden ist, zwecks automatischem Deaktivieren der Grenzen. Dies ist - z.B. bei einem Mehrspindel-Drehautomat - bei Stangenende, oder beim Leer- oder Vollfahren der Fall.
(=> Siehe auch Kapitel 6.1 Steuersignale – Eingänge“)
Das Signal „GA“ ist zur Vermeidung von unnötigen, falschen Alarmen wichtig, weil der Tool Monitor - nur aufgrund des gelieferten Sensor-Messwertes - bei fehlender Schnittkraft (wegen fehlendem Teil) nicht unterscheiden kann, ob das komplette Werkzeug weggebrochen ist, oder eben lediglich das Werkstück fehlt.
X2:36 Der Eingang „Programm Aktiv“ stellt das übergeordnete, „globale“ Startsignal dar. Die einzelnen „Schnitt Aktiv“-Startsignale (auf Klemmen X3:2 bis X3:6) müssen zeitlich innerhalb der Dauer des Programm-Aktiv-Signales liegen. (=> Siehe auch Kapitel 6.1 - „Steuersignale - Eingänge“)
X3:2 – X3:6 Die Eingänge „Station 1“, „Station 2“, „Station 3“ sind die „Schnitt Aktiv“-Signale und stellen die eigentlichen Startsignale für die 3 Stationen im Verdrahtungsbeispiel dar. (=> Siehe auch Kapitel 6.1 „Steuersignale - Eingänge“.) Jede Station hat ihr eigenes Startsignal, somit kann die Zeitachse jeder Messstelle auf dem Tool Monitor an die tatsächliche Bearbeitungsdauer des jeweiligen Werkzeuges angepasst werden.
Techn. Hinweis: Falls Sensoren im Einsatz sind, deren Verstärker einen „automatischen Nullabgleich“ benötigen (wie bspw. die Kraft-Sensoren „BDA-Kralle“ und „PDA“), so muss jeweils an den Klemmen X3:2 – X3:6 zusätzlich noch eine Leitung parallel aufgelegt werden, die zum jeweiligen Nullabgleich-Eingang des Verstärkers führt.
(Erklärung Nullabgleich: Der Nullabgleich verhindert die Drift des Messwertes, indem in jedem Takt der Anfangswert gespeichert und während der Messung subtrahiert wird. Dazu muss ein 24V-Signal am entspr. Eingang des Verstärkers, für die gesamte Dauer der Messung (= Dauer des SA-Signales pro Takt), anliegen.
X4:2 – X4:6 An diesen Klemmen steht die symmetrische Betriebsspannung (+-15V) für den oder die Sensoren bzw. Sensor-Verstärker zur Verfügung. Intern ist ein DC-DC-Wandler vorhanden, der seine symmetrische Ausgangsspannung (+-15V) parallel auf die Klemmen X4:2 – X4:18 verteilt.
X4:20 Diese Klemme muss mit der Erde bzw. Maschinenmasse verbunden werden! Empfehlung: Verwendung einer geschirmten, z.B. 16-adrigen Leitung (zwischen Sensor-Verstärkern und Tool Monitor). Den Schirm der
16-adrigen Leitung Tool-Monitor-seitig an Klemme 20, verstärkerseitig an einer Erdungsklemme anschließen.
X4:22 – X4:26 Hier sind die Messwerte (-10V bis +10V) der drei analogen Sensoren des Verdrahtungsbeispiels angeschlossen. An das SEM-Modul-e2 können standardgemäß 8 analoge Sensoren angeschlossen werden, optional ist das SEM-Modul-e2 auch als 16-Kanal-Gerät erhältlich.
Nutzung vorhandener Steuersignale der Werkzeugmaschine
Die Synchronisation der Überwachung mit der Werkstückbearbeitung (kurz: die „Schnittstelle“) wird normalerweise durch den Maschinenhersteller programmiert. Z.B. für CNC-Maschinen bedeutet das, dass eigens für den Tool-Monitor sog. „M-Funktionen“ eingerichtet werden, die im NC-Programm flexibel gesetzt werden können. Bei jedem Einlesen einer M-Funktion wird ein (SPS)-Ausgang und somit ein Startsignal für den Tool-Monitor gesetzt oder rückgesetzt.
Zu Testzwecken lassen sich ggf. bereits vorhandene Signale der Maschine nutzen. Dazu ein paar Beispiele:
PA-Abgreif-Möglichkeiten (Signal für „neues Werkstück“)
PA bei Drehmaschinen
-Futter schließen / geschlossen
-Kühlmittel während der gesamten Bearbeitung an
-Ladeluke geschlossen (bei Automatik)
-Tür geschlossen (manuell)
PA bei Bearbeitungszentren (ohne externe Programmwahl)
-Tisch eingeschwenkt
-Parallelschaltung der Tischnummer
-Palette gespannt / geklemmt
SA-Abgreif-Möglichkeiten (Signal für „nächster Schnitt“)
SA bei Drehmaschinen
-Revolver eingeschwenkt
-Kühlmittel ein / aus
-Spindel dreht
SA bei Bearbeitungszentren
-Werkzeug gespannt / geklemmt
-Palette gespannt / geklemmt
-Kühlmittel ein / aus
SA bei Rundtakt- und Mehrspindeldrehautomaten
-Arbeitsgang
-Invertierter Eilgang
-Futter geschlossen
-Einheit vor
-Nocke (z.B. mechanisches Nockenschaltwerk, Fa. „Balluff“)
GA-Abgreif-Möglichkeiten
-Induktiver Schalter am Lademagazin oder an der betreffenden Station
-Manueller Schalter an der Station, von der das Teil entnommen wird (Rundtaktautomat)
-Stangenende-Signal oder Nachlade-Signal (bei Mehrspindeldrehautomaten)