[Bearbeiten] > [Erweitert] > [Externe Programmwahl]
![]() Die Funktion "Externe Programmwahl" ist eine kostenpflichtige Option (s. Kap. License - App).
Die Funktion "Externe Programmwahl" ist eine kostenpflichtige Option (s. Kap. License - App).
![]() Statt der manuellen Programmauswahl über [Programm] > [Auswählen], kann die Programmwahl auch extern durch die Werkzeugmaschine erfolgen. Die gewünschte Programmnummer wird im NC-Programm meist als H-Funktion eingegeben und Binär- oder BCD-codiert an den Tool-Monitor übergeben. Sollte das angeforderte Programm noch nicht im Speicher des Tool-Monitors vorhanden sein, so kann dieses automatisch angelegt und eingelernt werden.
Statt der manuellen Programmauswahl über [Programm] > [Auswählen], kann die Programmwahl auch extern durch die Werkzeugmaschine erfolgen. Die gewünschte Programmnummer wird im NC-Programm meist als H-Funktion eingegeben und Binär- oder BCD-codiert an den Tool-Monitor übergeben. Sollte das angeforderte Programm noch nicht im Speicher des Tool-Monitors vorhanden sein, so kann dieses automatisch angelegt und eingelernt werden.
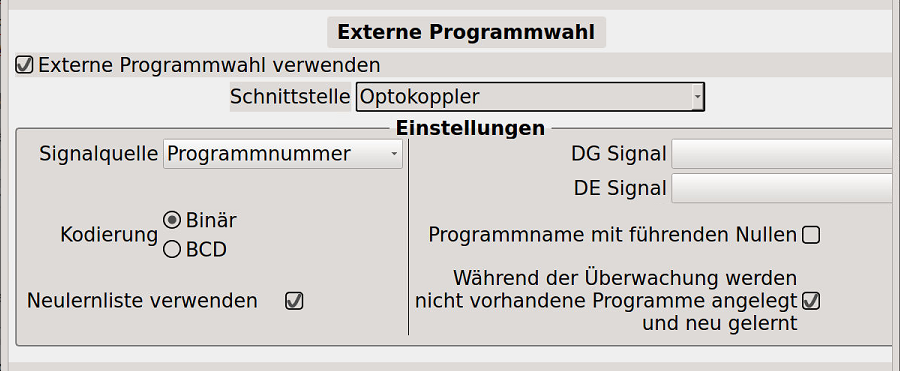
Checkbox "Externe Programmwahl verwenden": Bei gesetztem Häkchen (= Standard-Einstellung) ist die externe Programmwahl aktiv.
Auswahlfeld "Schnittstelle": Über die Auswahltaste ![]() lässt sich auswählen, ob die Programmwahl über Optokoppler (= "Digital inputs"), oder über Profibus / Profinet erfolgen soll.
lässt sich auswählen, ob die Programmwahl über Optokoppler (= "Digital inputs"), oder über Profibus / Profinet erfolgen soll.
Auswahlfeld "Signalquelle": Über die Auswahltaste ![]() lassen sich alle bislang konfigurierten Eingangssignale öffnen. Die "Signalquelle" besteht aus mehreren Signalen, womit sich - je nach High-Low-Kombination - die Programmnummern (Binär- oder BCD-codiert) darstellen lassen. Wenn die Schnittstelle aus Profibus- oder Profinet-Signalen besteht, wird als Signalquelle z.B. ein Byte verwendet, welches in der Nordmann-App "Signal Management" zu konfigurieren ist. Auch bei Verwendung der Optokoppler-Eingänge (Klemmleiste "X3") müssen diese im "Signal Management" konfiguriert werden, dazu unter: [Edit] > [New signal] > "Program number (wired)" auswählen. Anschließend kann eingestellt werden, welche Eingänge belegt werden sollen.
lassen sich alle bislang konfigurierten Eingangssignale öffnen. Die "Signalquelle" besteht aus mehreren Signalen, womit sich - je nach High-Low-Kombination - die Programmnummern (Binär- oder BCD-codiert) darstellen lassen. Wenn die Schnittstelle aus Profibus- oder Profinet-Signalen besteht, wird als Signalquelle z.B. ein Byte verwendet, welches in der Nordmann-App "Signal Management" zu konfigurieren ist. Auch bei Verwendung der Optokoppler-Eingänge (Klemmleiste "X3") müssen diese im "Signal Management" konfiguriert werden, dazu unter: [Edit] > [New signal] > "Program number (wired)" auswählen. Anschließend kann eingestellt werden, welche Eingänge belegt werden sollen.
Radio-Button "Kodierung": Ob die Programmnummer im Binär- oder BCD-Code übergeben werden soll, hängt von der erforderlichen Anzahl an Programmen ab und muss letztlich mit dem Maschinenhersteller bzw. dem Programmierer der Schnittstelle vereinbart werden. Allgemein gilt: Im BCD-Code lassen sich 99, im Binär-Code 255 Programmnummern darstellen.
Checkbox "Neulernliste verwenden": Bei gesetztem Häkchen hat man beim neuen Lernen die Möglichkeit, neu einzulernende Programme tabellarisch in ein Liste ("Neulernliste") einzutragen. Dies spart beim Lernen mehrerer Programme Zeit, da ansonsten separat und nacheinander - über [Programm] > [Lernen] > [Einzelne Programme lernen] - gelernt werden müsste.
Auswahlfeld "DG Signal": Mit Erhalt des Eingangs-Signals "Daten Gültig" ("DG") liest der Tool-Monitor die aktuell anstehende Programmnummer aus und vollzieht den Programmwechsel. Über die Auswahltaste ![]() lässt sich das erforderliche DG-Signal auswählen, es muss jedoch zuvor im "Signal Management" konfiguriert worden sein.
lässt sich das erforderliche DG-Signal auswählen, es muss jedoch zuvor im "Signal Management" konfiguriert worden sein.
Auswahlfeld "DE Signal": Nach jedem Programmwechsel sendet der Tool-Monitor das Ausgangs-Signal "Daten Empfangen" ("DE") an die Werkzeugmaschine, somit ist der sog. "Handshake" abgeschlossen. Das Berücksichtigen des DE-Signals ist jedoch maschinensteuerungsseitig nicht zwingend. Wie bei allen Signalen die verwendet werden sollen, muss auch das DE-Signal zuvor im "Signal Management" konfiguriert worden sein, damit es nach Drücken der Auswahltaste ![]() zur Verfügung steht.
zur Verfügung steht.
Checkbox "Programmname mit führenden Nullen": Bei gesetztem Häkchen darf bzw. muss die Programmnummer vorneweg Nullstellen enthalten, bspw. "0015" statt "15". Ob führende Nullen enthalten sein sollen oder nicht, muss letzlich mit dem Maschinenhersteller bzw. dem Programmierer der Schnittstelle vereinbart werden.
Checkbox "Während der Überwachung werden nicht vorhandene Programme angelegt und neu gelernt": Bei gesetztem Häkchen dürfen bislang unbekannte Programmnummern gesendet und sollen sofort im Tool-Monitor angelegt und eingelernt werden.
Anwendungen der externen Programmwahl in der Praxis:
Die externe Programmwahl wird bspw. häufig bei Maschinen vom Typ „Bearbeitungszentrum“ eingesetzt. Bei diesen Maschinen wird oft selbiges Werkzeug im Laufe der Fertigung eines Werkstücks (oder mehrerer aufgespannter gleicher Werkstücke) mehrfach aufgerufen. Jedes Werkzeug erhält ein eigenes Nordmann-Programm mit eigener Programm-Nummer.
Der Vorteil der externen Programmwahl gegenüber einer Lösung über „Folgeschnitte“ ist, dass sich die Anzahl der Schnitte und der damit verbundene Aufwand der Grenzanpassung verringert.
Beispiel: Ein Fräser wird im Laufe der Fertigung eines Werkstückes vier Mal aufgerufen und hat vier Mal den gleichen Ablauf zu erledigen. Bei der Lösung über „Folgeschnitte“ wären das vier einzelne Schnitte. Somit müsste in jedem einzelnen der vier Schnitte eine separate Grenzoptimierung stattfinden. Bei der externen Programmwahl handelt es sich hingegen nur um ein Programm und eine Grenzoptimierung.
Auch bei Schleifmaschinen kommt die externe Programmwahl häufig zum Einsatz.
Beispiel: Nach jedem fünfzigsten Schleifvorgang muss die Schleifscheibe abgerichtet werden. Im Nordmann-Programmspeicher befinden sich zwei Programme, Programm „1“ (Schleifen) und Programm „2“ (Abrichten). Entsprechend nach Bedarf wird das jeweilige Programm automatisch von der Maschine angefordert.
Eine weitere, allgemeine Anwendung ist die zusätzliche Automatisierung während der Fertigung.
Beispiel: Auf einer Maschine können mehrere verschiedene Artikel gefertigt werden. Zu jedem Artikel gibt es ein zugehöriges Nordmann-Programm. Sobald der Maschinenbediener in der Steuerung ein anderes Fertigungsprogramm aufgerufen hat, fordert die Steuerung automatisch das passende Nordmann-Programm an.